【結論】軸設計は「曲げ+ねじり+応力集中」を同時に見ないと必ず壊れる
結論から言います。シャフト設計で壊れる原因の9割は、
「ねじりだけ見ている」「応力集中を無視している」ことです。
実際よくあるのが、「トルク計算はやっているから大丈夫」という判断。
でも現場では、軸にはほぼ確実に“曲げ”がかかっています。
例えばモーター+プーリー構成。
ベルト張力で横方向の力が発生し、軸は常に曲げられています。
この状態でねじりだけで設計するとどうなるか。
→ 数ヶ月後に段付き部から破断します。
正直、これは本当に多いです。
「計算したのに壊れた」という案件、だいたいこれです。
この記事では、
・なぜ軸が折れるのか(原理)
・強度計算の実務レベルの考え方
・現場で実際にやる対策
まで踏み込みます。
この記事を読めば、「原因不明の軸破断」はほぼ防げます。
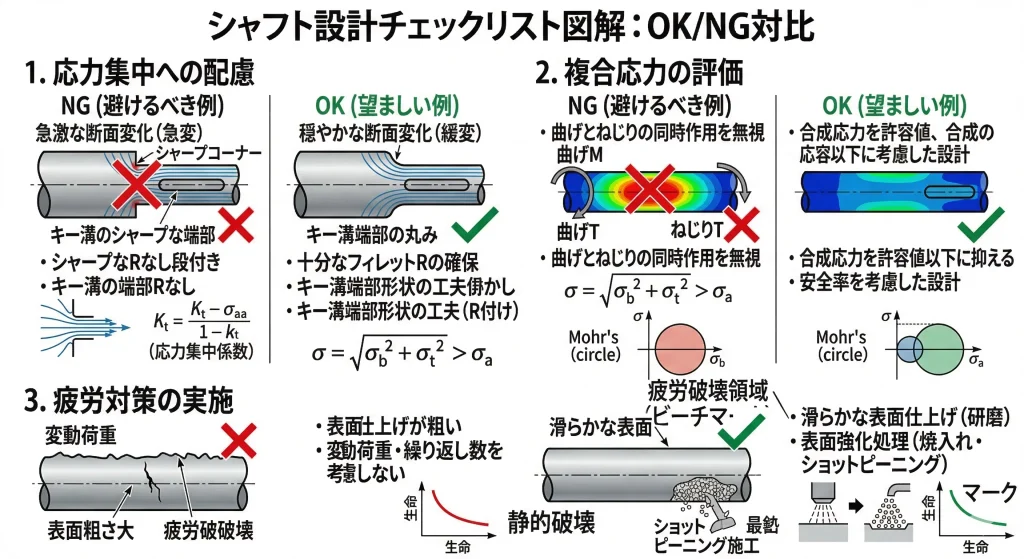
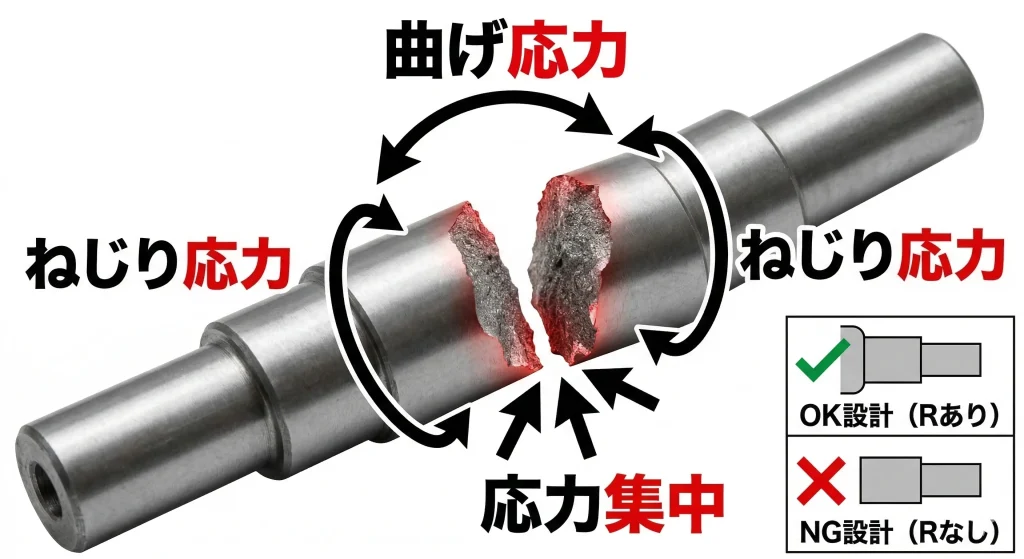
段付き部で折れる理由|応力集中をナメると確実に壊れる
よくあるトラブル事例
・段付き部で破断
・キー溝の根元からクラック
・量産後に連続破損
実際よくあるのが、「なぜそこ?」という位置での破断。
でも図面を見るとほぼ100%、段差か溝があります。
なぜ起きるのか(原理)
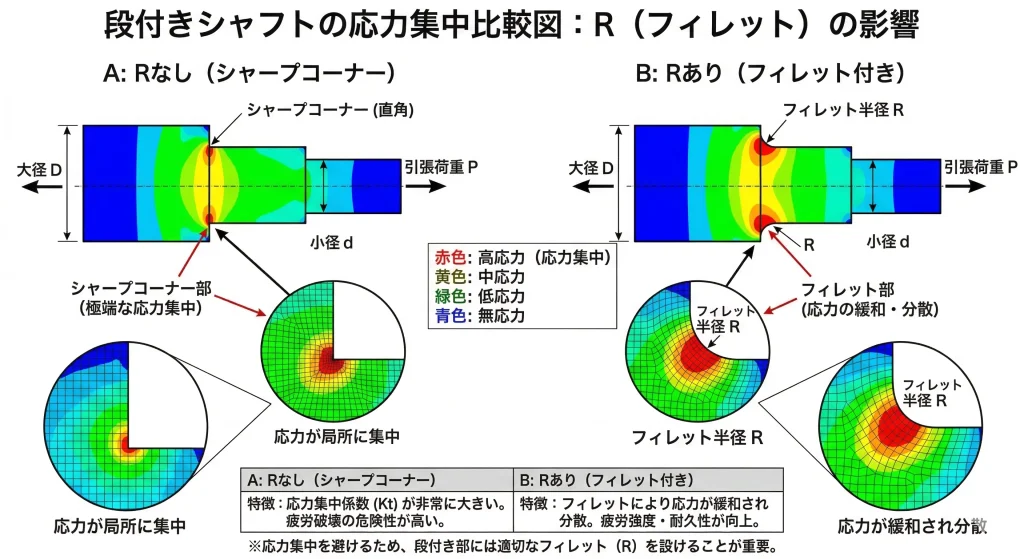
断面が急激に変わると、応力が集中します。
これを応力集中といい、理論応力の2〜3倍になることも普通です。
特に危険なのが以下:
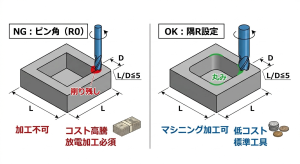
- Rなしの段差
- 浅いキー溝
- 細い軸に急な太径部
設計ルール(数値あり)
- フィレット半径:軸径の0.02〜0.05倍
- 段差はテーパーまたは大きめRでつなぐ
- キー溝底Rを必ず確保
例えばφ20の軸なら、R0.5〜1.0は欲しいです。
R0.1とかだと、ほぼ意味がありません。
実務での失敗談
昔、軽量化で段差をシャープにしたことがあります。
結果、試作はOK→量産後に連続破断。
現場から「ここ、完全に応力集中やで」と言われて、R追加で解決しました。
実務での対処方法
- 段差は必ずなめらかにする
- 応力が高い部分に溝を作らない
- 迷ったらRを大きくする
正直、「Rつけすぎて困る」ことはほぼありません。
曲げ+ねじりの複合応力|単純計算だけでは足りない
よくあるミス
・トルクだけで軸径を決める
・安全率をなんとなく2にする
これ、実際よくあります。
でもそれだと普通に壊れます。
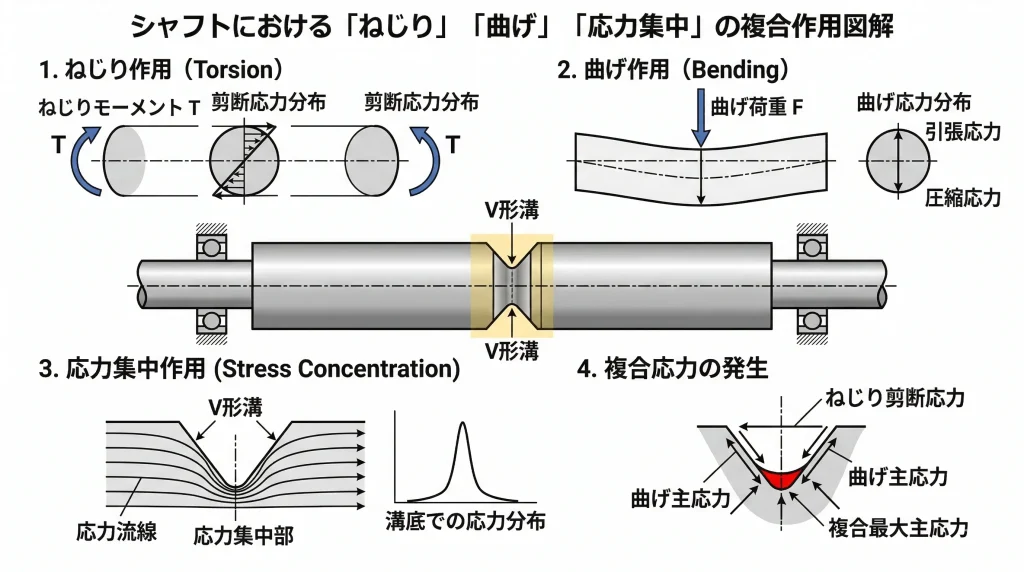
なぜ起きるのか(原理)
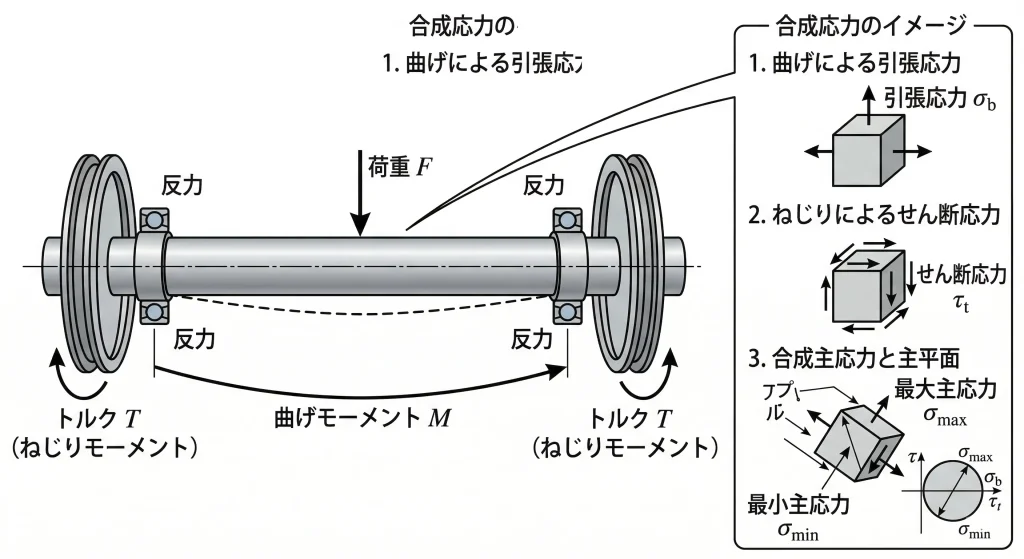
軸には「曲げ応力」と「ねじり応力」が同時にかかります。
この2つは単純に足し算ではなく、合成応力として評価します。
設計ルール(実務式)
合成応力(ミーゼス応力の簡易形):
- σ = √(σb² + 3τ²)
σb:曲げ応力
τ:ねじり応力
目安として、安全率は:
- 一般機械:1.5〜2.0
- 衝撃あり:2.5以上
具体例
例えば、細いシャフトにプーリーを付けると、
回転+横荷重で一気に負荷が増えます。
「回ってるだけだから大丈夫」と思うと危険です。
実務での対処方法
- 必ず曲げモーメントを計算する
- 支持間距離を短くする
- ベアリング配置を見直す
この3つで寿命は大きく変わります。
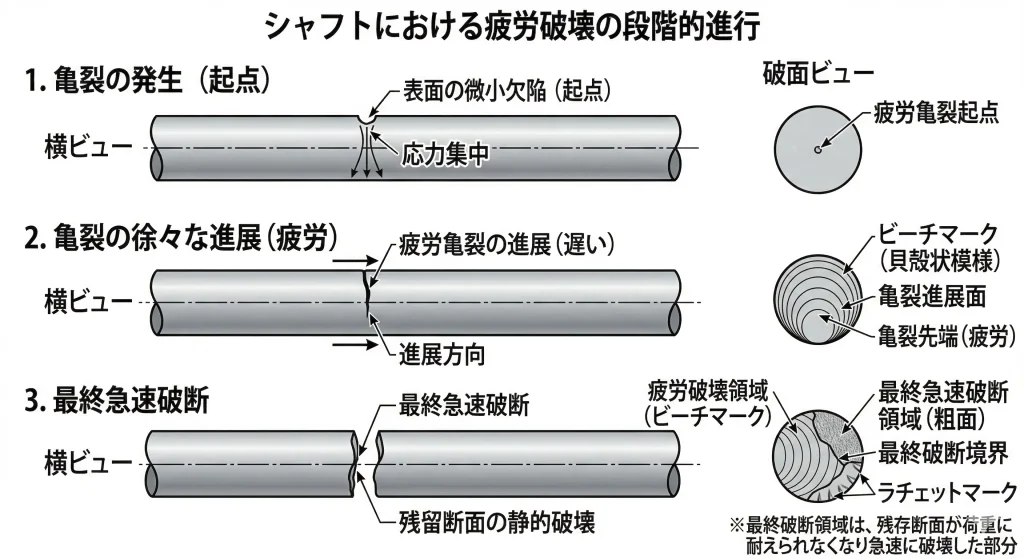
疲労破壊の落とし穴|「今は壊れない」が一番危険
よくあるトラブル
・数ヶ月後に突然破断
・細かいヒビから一気に破壊
正直、これが一番厄介です。
なぜ起きるのか
繰り返し応力による疲労です。
材料の許容応力以下でも、繰り返すと壊れます。
設計ルール
- 疲労限度以下で設計
- 表面粗さを管理(Ra 3.2以下目安)
- 表面処理で強度向上
現場のリアル
「このくらいのキズ大丈夫でしょ?」
→そのキズが起点になります。
実際よくあるのが、組立時の打痕が原因の破断です。
実務での対処方法
- 応力集中部は研磨仕上げ
- ショットピーニング検討
- 点検でクラック確認
疲労は見えないですが、確実に進行します。
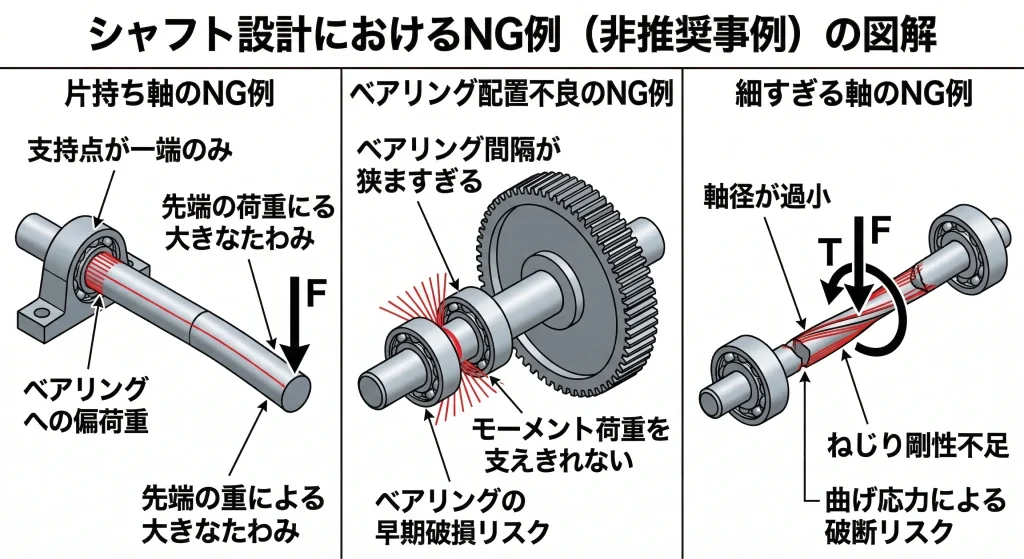
よくある設計ミス3選|現場で本当に多いパターン
① 片持ち構造で軸が細すぎる
モーター直結で片持ちにすると、曲げが最大になります。
ここで細くすると確実にたわみ&破断リスク増大。
② ベアリング位置が遠い
荷重点と支持点が離れるとモーメントが増えます。
これ、図面上では気づきにくいです。
③ 軽量化しすぎ
肉抜きや細径化で、強度余裕がなくなるケース。
「ちょっと細くしただけ」で壊れます。
実務のリアルな会話
「軽くしたいんだけど…」
「その分、寿命削ってるけどいい?」
このやり取り、正直かなりあります。
まとめ|壊れない軸設計は「基本の徹底」で決まる
- 応力集中を避ける(R・形状)
- 曲げ+ねじりを必ず評価
- 疲労を前提に設計する
正直、特別なことはしていません。
ただ、この「基本」をやるかどうかだけです。
実際よくあるのが、「計算合ってるのに壊れる」ケース。
原因は今回のどれかです。
この記事の内容を押さえれば、
「原因不明の破断」はほぼ無くなります。
まずは今の設計、1本見直してみてください。
それだけで結果は変わります。