「図面に四角いポケット(穴)を描いて発注したら、加工会社から『このままでは加工できません』と差し戻された」
「見積もりをとったら、想定していた金額の3倍以上の価格が提示された」
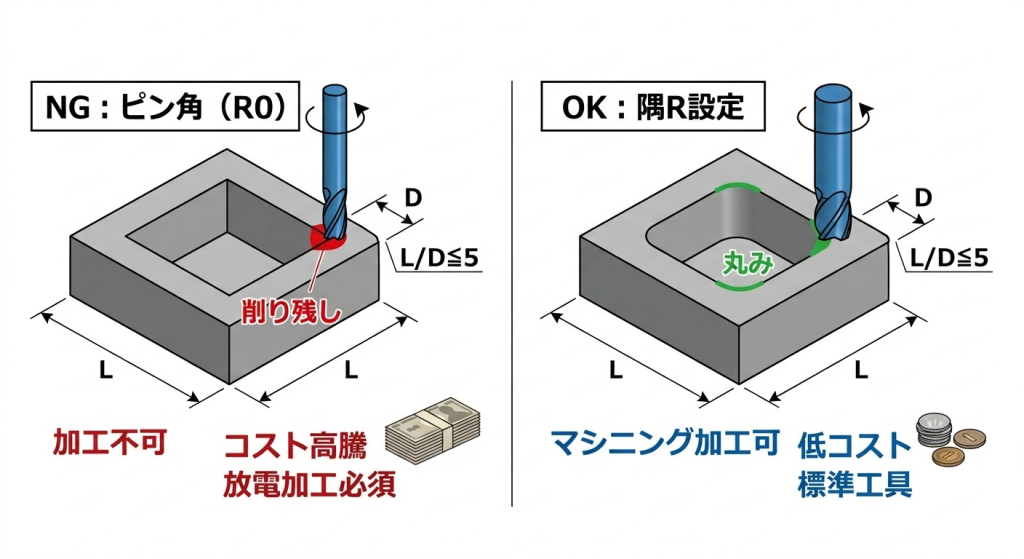
機械設計の初心者から中堅まで、多くの設計者が一度は経験するこのトラブル。その最大の原因は、図面上の「内側のピン角(Rゼロ)」という指示にあります。
マシニングセンタをはじめとする切削加工において、内側の隅(コーナー)にR(丸み)をつけない設計は、加工現場に多大な負荷とコスト増を強いる「NG設計」の代表格です。
本記事では、キーエンスやミスミの技術資料レベルの専門的かつ実践的な視点から、なぜピン角がNGなのか、そして図面の差し戻しをゼロにし、劇的なコストダウンを実現する「隅R(コーナーR)」の正しい設計ルールと逃げ形状の作り方を徹底解説します。
1. なぜマシニング加工で「内側のピン角(Rゼロ)」はNGなのか?
エンドミルの形状と加工原理(丸い回転工具で四角は掘れない)
マシニングセンタやフライス盤での切削加工は、「エンドミル」と呼ばれる円柱状の刃物を高速で回転させ、金属のブロックに押し当てて削り取っていく加工法です。
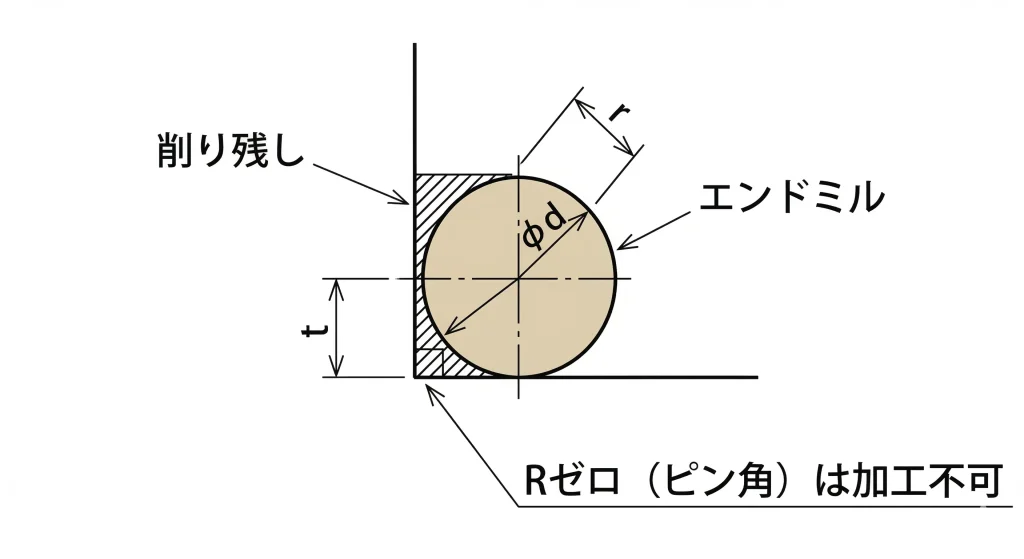
この「円柱状の工具を回転させる」という物理的な原理上、工具の軌跡は必ず円弧を描きます。したがって、四角いポケット(くぼみ)を削り出した場合、四隅には必ず工具の半径(R)と同じサイズの削り残しが発生します。
CADソフトウェア上では、マウスを数回クリックするだけで簡単に「内側が完全な直角(ピン角)」のポケットを描くことができます。しかし、現実の加工現場において、回転工具を使ってこのピン角を削り出すことは物理的に不可能なのです。
ピン角を強行した場合の代償(放電加工・スロッター加工によるコスト爆発)
では、「どうしてもこの部分はピン角でなければならない」と図面で指示を強行した場合、現場では何が起きるのでしょうか?
加工会社は、通常の切削加工では対応できないため、以下のような特殊な追加工程を余儀なくされます。
- 形彫り放電加工: ピン角の形状を持った銅などの電極を別途マシニングで製作し、電気の火花で少しずつ金属を溶かして直角を作ります。電極の製作費用と、長時間の放電加工時間が上乗せされます。
- ワイヤーカット放電加工: 底がない貫通穴の場合は、極細のワイヤー線を通し、糸鋸のように切り抜きます。こちらもマシニング加工に比べて加工速度が非常に遅く、高コストです。
- スロッター(ブローチ)加工: 刃物を上下に直線運動させて隅を削り落とします。専用の機械と刃物が必要です。
マシニングセンタによるエンドミル加工であれば数分〜数十分で終わる工程が、放電加工を追加するだけで数時間〜十数時間へと跳ね上がります。結果として、部品の製造原価は3倍〜5倍、場合によっては10倍以上に高騰し、納期も大幅に遅れることになります。「たかが角の丸み」と侮ることは、設計において致命的なコスト増を招くのです。
2. 図面差し戻しを防ぐ!隅R設計の「3つの鉄則」
ピン角がNGである理由は理解できても、「では、具体的にどれくらいのRをつければ良いのか?」と悩む設計者は少なくありません。ここでは、加工現場から「この設計者は分かっている」と評価される、隅R設計の3つの鉄則を解説します。
鉄則①:加工深さ(L)と工具径(D)の比率「L/D≦5」を死守する
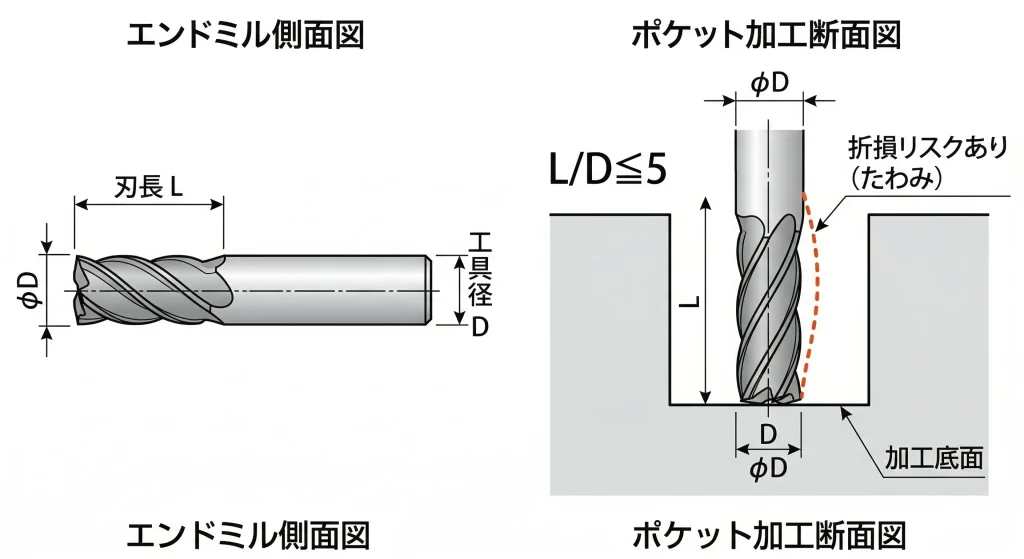
隅Rの大きさを決定する上で、最も重要な指標が「L/D(エル・オーバー・ディー)」です。
これは、エンドミルの刃長(加工する深さ:L)と、工具の直径(D)の比率を表します。金属加工の業界標準として、「L/D は 5 以下(L/D ≦ 5)に抑える」のが安全に加工できる限界とされています。
深さ30mmのポケットを加工したい場合。
L = 30mm。
L/D ≦ 5 を満たすためには、D(工具径)は最低でも 6mm(30 ÷ 5 = 6)必要です。
工具径Dが6mmということは、その半径である「R3」が、設定できる最小の隅Rとなります。(※R2.5などで設計すると、D=5mmとなり L/D=6。工具が折れるリスクが跳ね上がります)
エンドミルは細くて長いほど、切削抵抗に負けて「倒れ」や「ビビリ(振動)」が発生します。材料工学の観点からは、工具のたわみ量 $\delta$ は $\delta \propto \frac{L^3}{D^4}$ に比例して増大します。つまり、工具径(D)が少しでも細くなると、たわみは急激に大きくなり、寸法精度が出ないばかりか、工具がポッキリと折損(破損)してしまいます。
設計者は常に「この深さを掘るためには、どれくらいの太さの工具が入る必要があるか?」を逆算してRを設定しなければなりません。
| ポケットの深さ (L) | 推奨される最小工具径 (D) | 図面指示すべき最小隅R |
|---|---|---|
| 〜10mm | φ2〜φ3 以上 | R1.5 以上 |
| 10mm 〜 20mm | φ4 以上 | R2.5 以上(推奨 R3) |
| 20mm 〜 30mm | φ6 以上 | R3.5 以上(推奨 R5) |
| 30mm 〜 50mm | φ10 以上 | R6 以上 |
鉄則②:底面の隅Rと側面の隅Rの違いを理解する
隅Rには「側面と側面の交わる角(XY平面のR)」と「底面と側面の交わる角(XZ/YZ平面のR)」の2種類があります。前述したエンドミルの直径によって決まるのは「側面の隅R」です。
一方、「底面の隅R」は、使用する工具の先端形状によって決まります。フラットエンドミル(先端が平らな工具)を使用すれば、底面は「Rゼロ」に近いピン角(厳密には微小な面取りや丸みがある)になります。逆に、底面にもRをつけたい場合は、ボールエンドミルやラジアスエンドミルと呼ばれる先端が丸い工具を使用する必要があります。図面指示の際は、どの平面のRを指しているのか明確に区別して記載しましょう。
鉄則③:複数サイズの隅Rを混在させない(工具交換タイムロスの削減)
一つの部品内に、「R2」「R3」「R5」など、様々なサイズの隅Rを混在させる設計は推奨されません。
マシニングセンタはATC(自動工具交換装置)によって工具を持ち替えますが、工具交換には数秒〜十数秒の時間がかかります。また、工具の種類が増えればそれだけ事前の段取り作業(工具長測定など)の工数も増加します。
機能上問題がないのであれば、「部品全体の隅Rを、最も大きなサイズ(例:すべてR5)に統一する」のが、コストダウンと短納期化の鉄則です。
3. ピン角がどうしても必要な場合の「逃げ(リリーフ)」設計
相手部品(四角いブロックや基板など)をすっぽりと隙間なく組み込みたい場合、「どうしても角の干渉を避けたい」というケースがあります。放電加工を使わずに、マシニング加工のみで角の干渉を回避する賢い設計手法(逃げの設計)を紹介します。
ドリル穴による「隅逃げ(コーナークリアランス)」の作り方
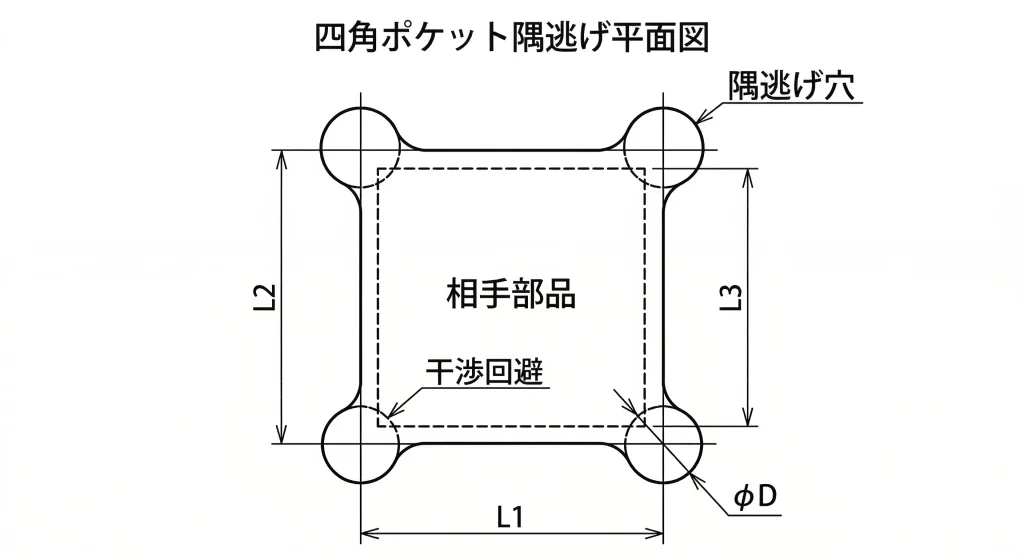
最も一般的な回避策が、角の部分に意図的な丸い空洞を設ける「隅逃げ(通称:ドッグボーン形状、ミッキーマウス形状)」です。
エンドミルで四角いポケットを削る前に、四隅の交点(本来ピン角になるはずだった頂点)に対してドリルで穴をあけておきます。その後、エンドミルで直線部分を切削することで、角の削り残し部分がドリル穴の中に吸収され、相手部品が干渉せずに入るようになります。
CADでの設計手順は以下の通りです。
- 相手部品の頂点(直角部分)を基準点とする。
- その基準点を中心として、使用予定のエンドミルの半径(R)よりわずかに大きい半径の円を描く。
- メインのポケット形状と結合させ、角が外側に「逃げた」形状を作成する。
この形状であれば、全て回転工具(ドリルとエンドミル)だけで加工が完結するため、放電加工に比べて圧倒的に安価に製造できます。
相手部品(オス側)にC面取りを施して干渉を回避するアプローチ
「逃げ形状は見た目が悪くなる」「シール性が落ちる」といった理由でメス側(ポケット側)に逃げを作れない場合、最も推奨されるVE(バリューエンジニアリング)提案は、「相手部品(オス側)の角を削る」ことです。
メス側のポケットは標準的なエンドミルで削れる十分なR(例えばR5)をつけておき、そこに入るオス側の部品の四隅に「C5(またはC5以上の面取り)」や「R5以上の丸み」を設けます。
外側の角を削る(面取りする)加工は、内側の角を削る加工に比べて極めて簡単で、どんな工具でも高速に処理できます。設計者は「この部品単体でどうするか」ではなく、「組み合わさるアセンブリ全体で、どこを加工するのが一番安いか」を俯瞰する視野を持つことが重要です。
4. 加工コストを劇的に下げるVA/VE提案
隅Rの設計は「加工できる/できない」の境界線であるだけでなく、「安く作れるか/高くつくか」のコストコントロールに直結します。購買担当者や設計者が知っておくべき、原価低減のロジックを解説します。
隅Rは「大きければ大きいほど」安くなる理由(太い工具で高速・高剛性切削)
切削加工のコストは、基本的に「機械の稼働時間」に比例します。そして、機械の稼働時間を短縮する最大の要素が「MRR(Material Removal Rate:単位時間あたりの切りくず排出量)」です。
工具径が太い(=隅Rが大きい)エンドミルは、剛性が高いため「一度に深く(切り込み量大)」「速く(送り速度大)」削ることができます。
例えば、φ4エンドミル(隅R2)でチマチマと何十回も往復して削るポケット加工を、φ10エンドミル(隅R5)に変更するだけで、加工時間は1/3から1/5に短縮されることも珍しくありません。
「特に制約がないのであれば、隅Rは可能な限り大きくする」ことが、究極のコストダウン手法なのです。
標準的なエンドミル径(φ4, φ6, φ10など)から逆算してRを決定する
もう一つのポイントは、工具メーカーが市販している「標準的なエンドミル径」を意識してR寸法を設定することです。
一般的なエンドミルの刃径は、φ2、φ3、φ4、φ6、φ8、φ10、φ12…といった偶数やキリの良い数字が主流です。したがって、図面の隅Rもこれらに対応するR1、R1.5、R2、R3、R4、R5、R6…といった数値で設計すべきです。
もし図面で「R3.7」といった中途半端な数値を指示してしまうと、加工会社は特注の工具を発注するか、あるいはワンサイズ細いφ6(R3)のエンドミルを使って、CAD/CAMで微小な円弧補間プログラムを作成して隅を削らなければならず、無駄な工数が発生します。標準工具に合わせた設計(標準化)を徹底しましょう。
5. まとめ:エンドミルの動きを想像できる設計者が「安く・早く・正確な」部品を生み出す
マシニング加工における内側の隅R(コーナーR)について、ピン角の弊害からL/Dの計算、逃げの設計方法まで解説しました。
- 内側のピン角(Rゼロ)は物理的に切削不可。放電加工による甚大なコスト増を招く。
- 隅Rは深さ(L)から逆算し、工具径(D)の比率「L/D≦5」を基準に安全なサイズを設定する。
- 干渉を避ける場合は、隅逃げ(ドッグボーン)か、相手部品の面取りで対応する。
- 隅Rはできるだけ大きくし、標準エンドミルの半径(R3, R5など)に合わせることで劇的にコストダウンできる。
CAD画面の中では見えない「刃物の回転」と「切削の物理法則」を想像すること。それが、加工現場から信頼され、発注ミスやコスト超過をゼロにする優れた設計者への第一歩です。
とφ10エンドミル(太い)の比較図-1024x559.webp)