タップ下穴径はなぜ重要なのか
機械設計や部品設計では、ねじ穴は最も頻繁に使用される加工要素の一つです。 しかし図面レビューや加工トラブルの現場では、意外と多いのが「タップ下穴径」の指定ミスです。
タップ加工は単純に見える加工ですが、下穴径が適切でない場合、加工トラブルの原因になります。
- タップ折れ
- ねじ山強度不足
- 工具寿命低下
- 加工時間増加
設計段階では小さな数値の違いですが、加工現場では大きな問題になることがあります。 この記事では、設計者が知っておくべきタップ下穴径の基本ルールを解説します。
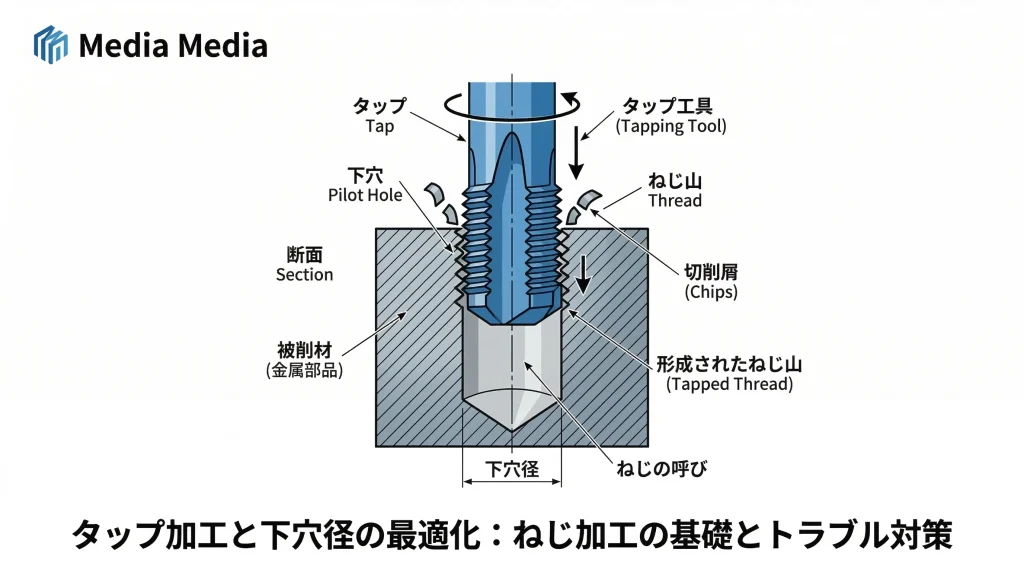
タップ加工とは
タップ加工とは、ドリルで開けた穴にタップ工具を使用して内ねじを形成する加工方法です。
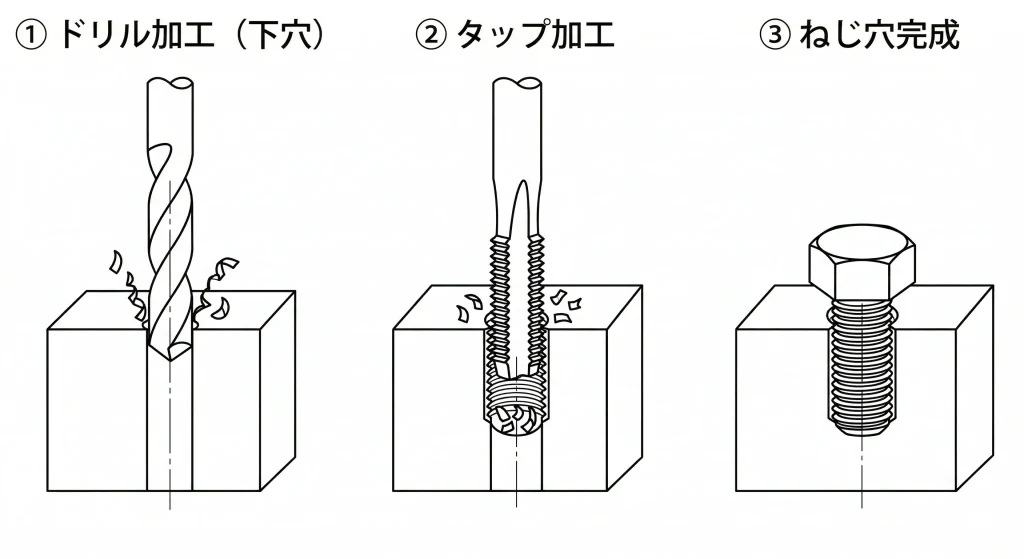
一般的な加工工程は以下の通りです。
- ドリルで下穴を開ける
- タップでねじ山を形成
- 必要に応じて面取り
このとき最初に開ける穴径を「タップ下穴径」と呼びます。
この寸法が適切でないと、ねじ加工の品質に大きな影響を与えます。
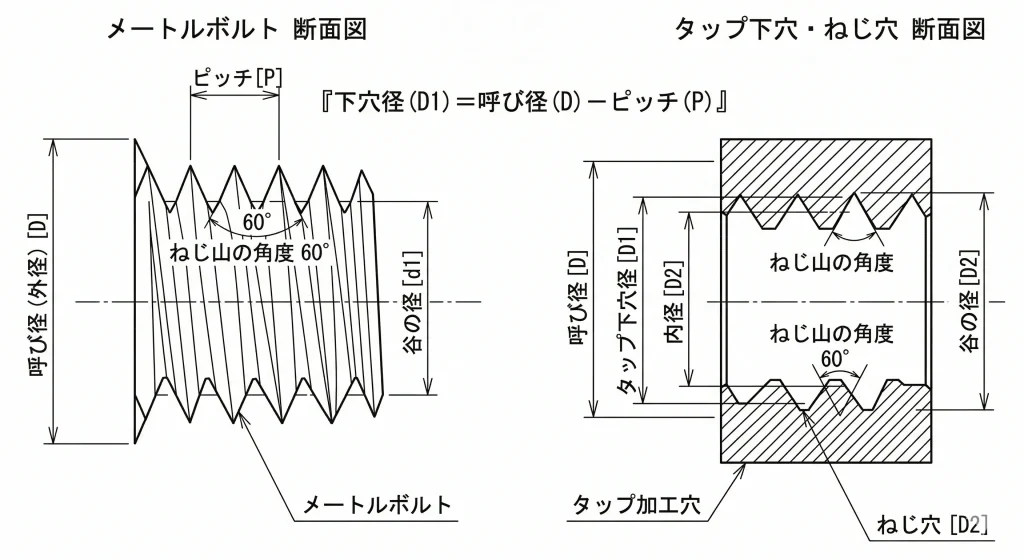
タップ下穴径の基本計算式
タップ下穴径は基本的に次の計算式で求められます。
下穴径 = 呼び径 − ピッチ
例えばM6ねじの場合
- 呼び径:6mm
- ピッチ:1.0mm
この場合
6 − 1.0 = 5.0mm
つまり、M6タップの標準下穴径は5.0mmになります。
ただし、実際の加工では材料や加工条件によって多少調整されることがあります。
代表的なタップ下穴径
設計現場でよく使用されるメートルねじの下穴径を以下にまとめます。
| ねじサイズ | ピッチ | 下穴径 |
|---|---|---|
| M3 | 0.5 | 2.5mm |
| M4 | 0.7 | 3.3mm |
| M5 | 0.8 | 4.2mm |
| M6 | 1.0 | 5.0mm |
| M8 | 1.25 | 6.8mm |
| M10 | 1.5 | 8.5mm |
これらは一般的な目安ですが、材料や加工条件によって最適値は微調整されることがあります。
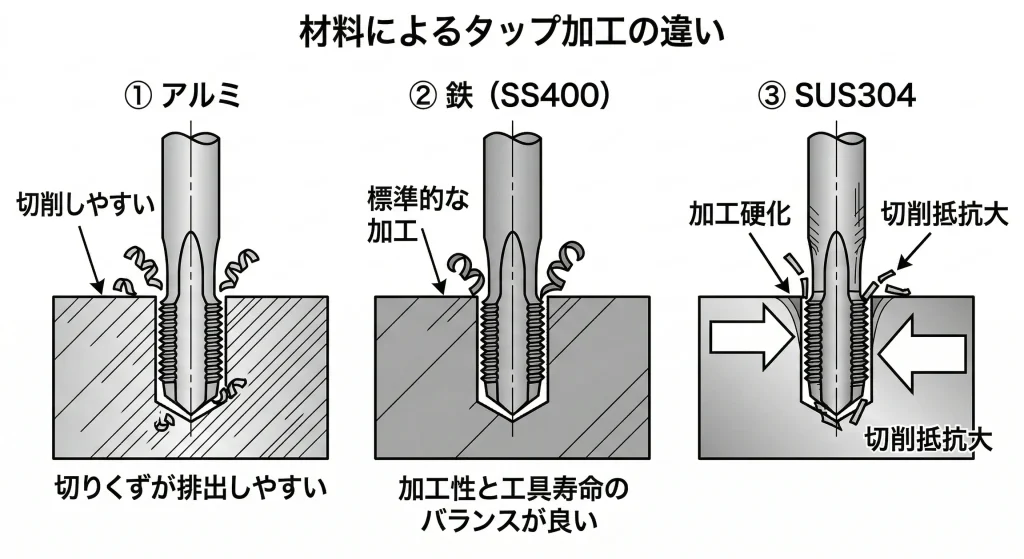
材料によって下穴径は調整されることがある
実際の加工現場では、材料によってタップ下穴径を調整することがあります。
アルミ
アルミは比較的柔らかく、標準下穴径で問題ないことが多い材料です。
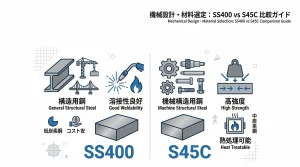
鉄(SS400など)
一般的には標準下穴径が使用されます。
ステンレス(SUS304)
ステンレスは加工硬化が起きやすく、タップ負荷が大きくなるため、下穴径をわずかに大きく設定することがあります。
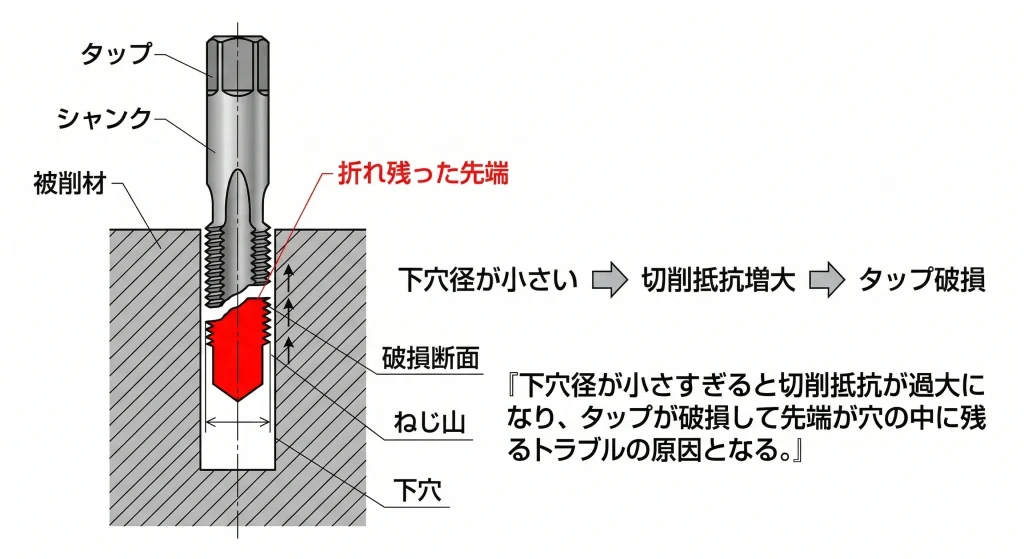
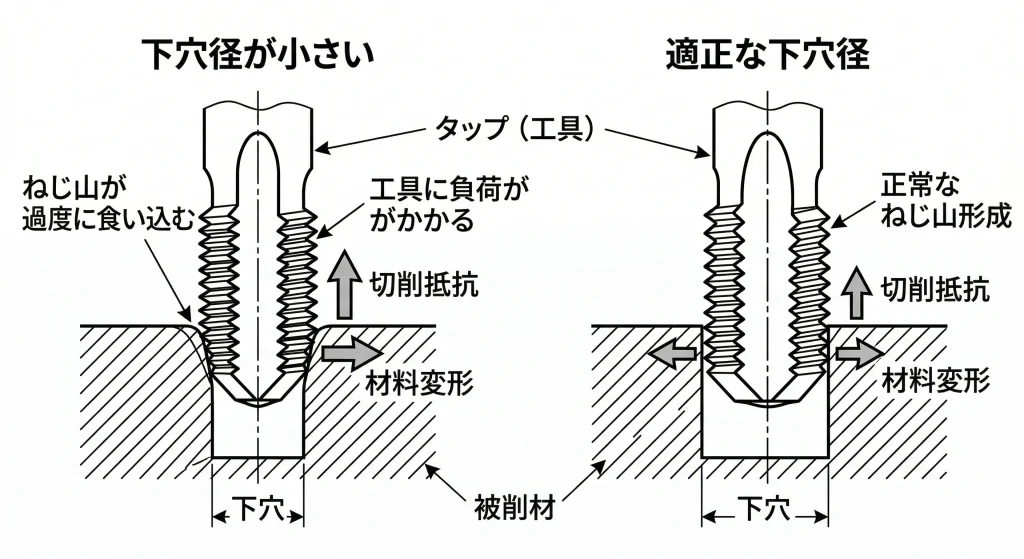
タップ折れが発生する原因
タップ加工で最も厄介なトラブルの一つが「タップ折れ」です。
タップが折れる主な原因は以下です。
- 下穴径が小さい
- 切りくず排出不良
- 深穴加工
- 潤滑不足
特に下穴径が小さい場合、ねじ山形成時の切削抵抗が大きくなり、工具に過大な負荷がかかります。
折れたタップは除去が非常に困難で、場合によっては部品が廃棄になることもあります。