鈑金部品の設計において、必ず検討しなければならない重要な要素が「曲げR(曲げ半径)」です。
3D CADでは鋭いエッジ形状でも簡単にモデリングできますが、実際の鈑金加工では材料特性や板厚によって曲げ可能な半径に限界があります。
曲げRの設定を誤ると、次のような加工トラブルが発生します。
- 曲げ外側の材料割れ
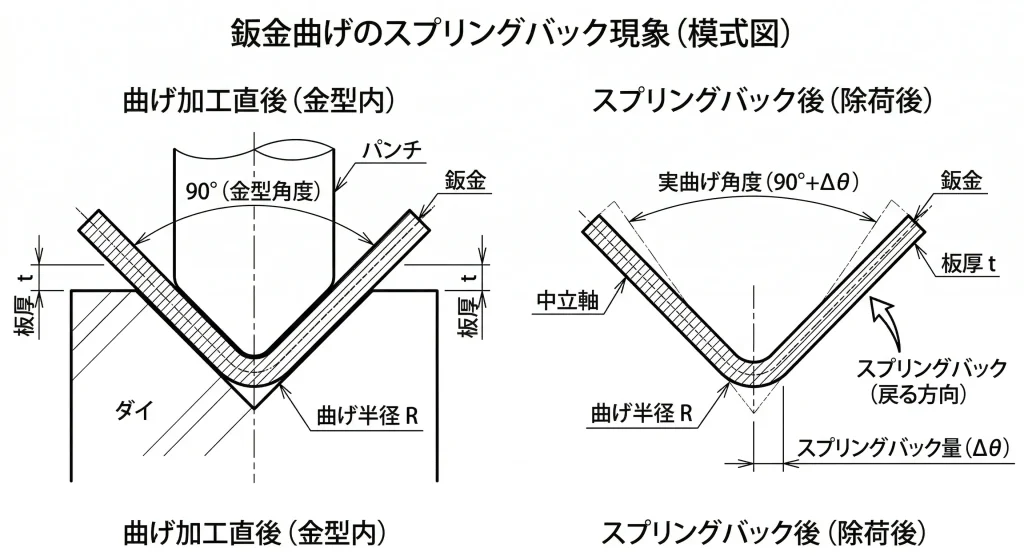
- 曲げ角度のばらつき
- 穴位置の変形
- 量産時の不良増加
この記事では鈑金設計を行う設計者向けに、曲げRの基本から材料別・板厚別の設計ルールまで解説します。
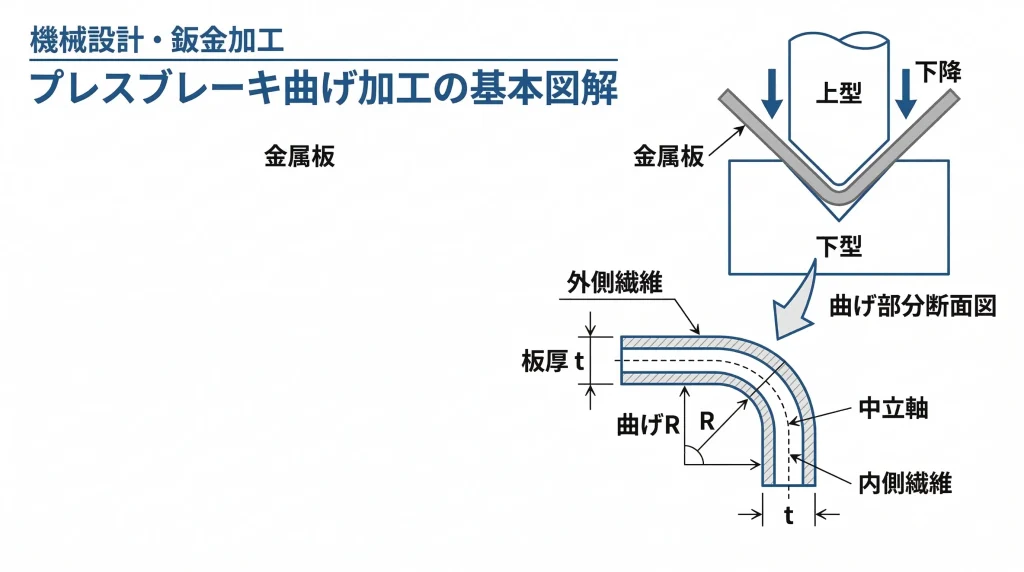
鈑金の曲げRとは
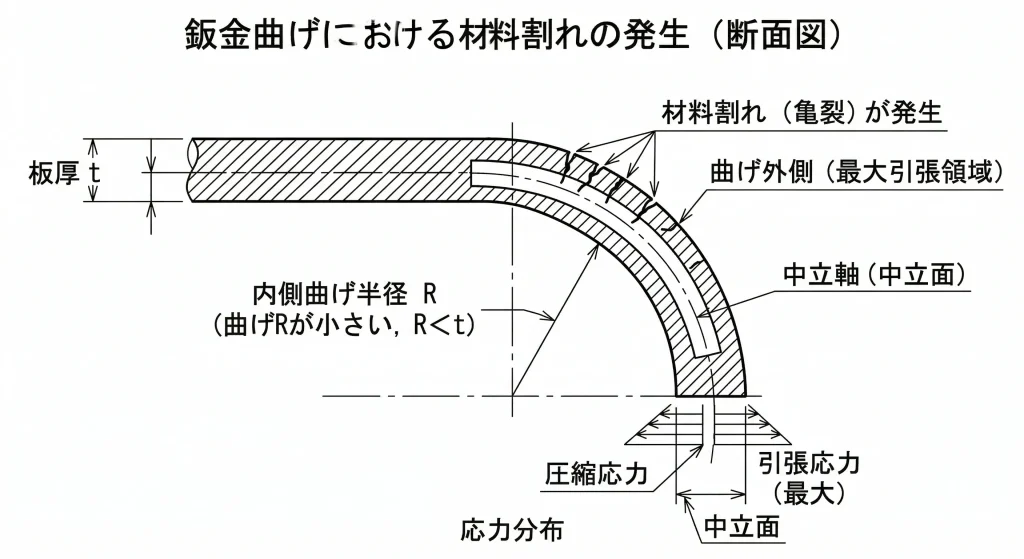
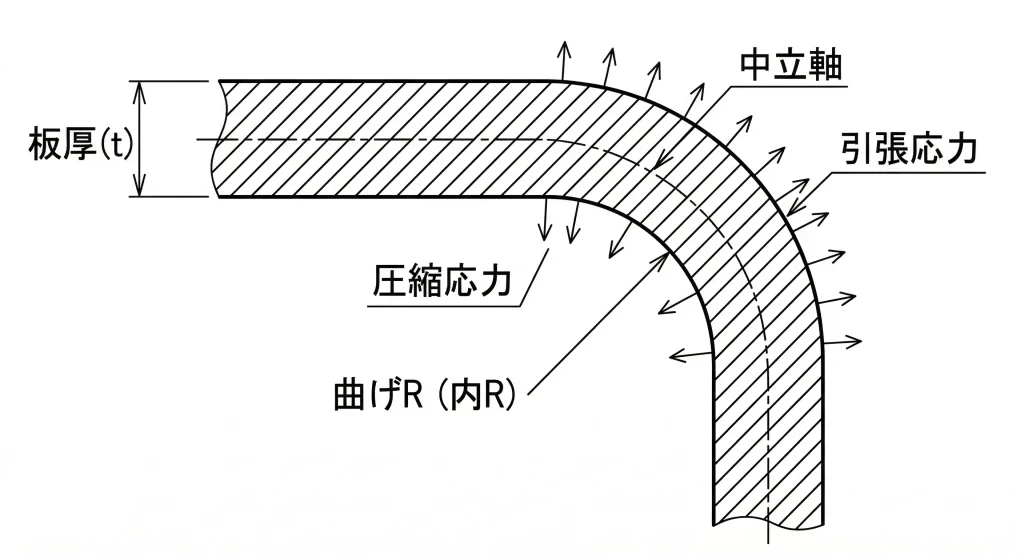
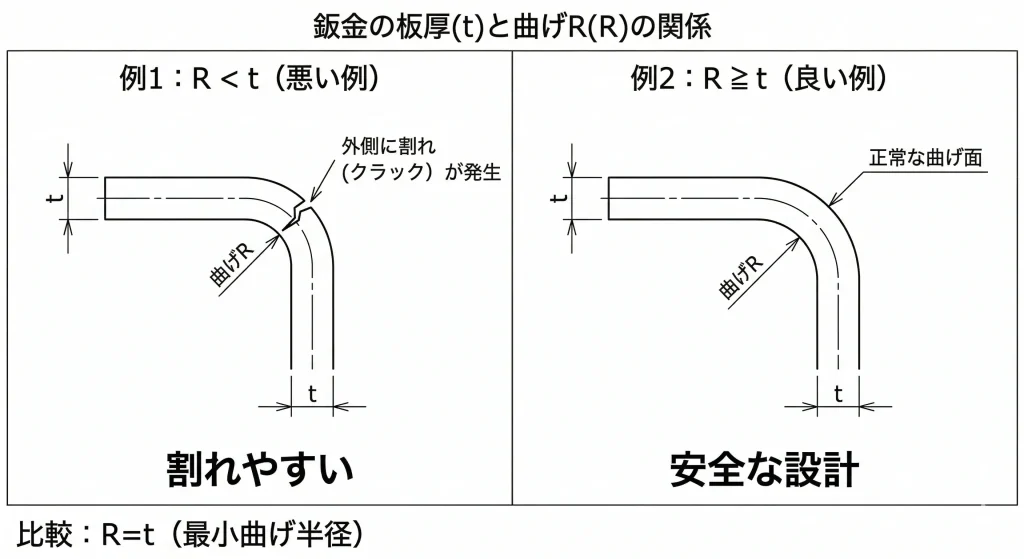
曲げRとは、鈑金を曲げた際の内側の曲率半径(内R)を指します。
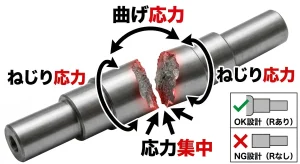
鈑金を曲げると材料内部では次の応力が発生します。
- 内側:圧縮応力
- 外側:引張応力
外側の材料は引き伸ばされるため、曲げRが小さすぎると材料割れが発生します。
このため鈑金設計では材料と板厚に応じて適切な曲げRを設定する必要があります。
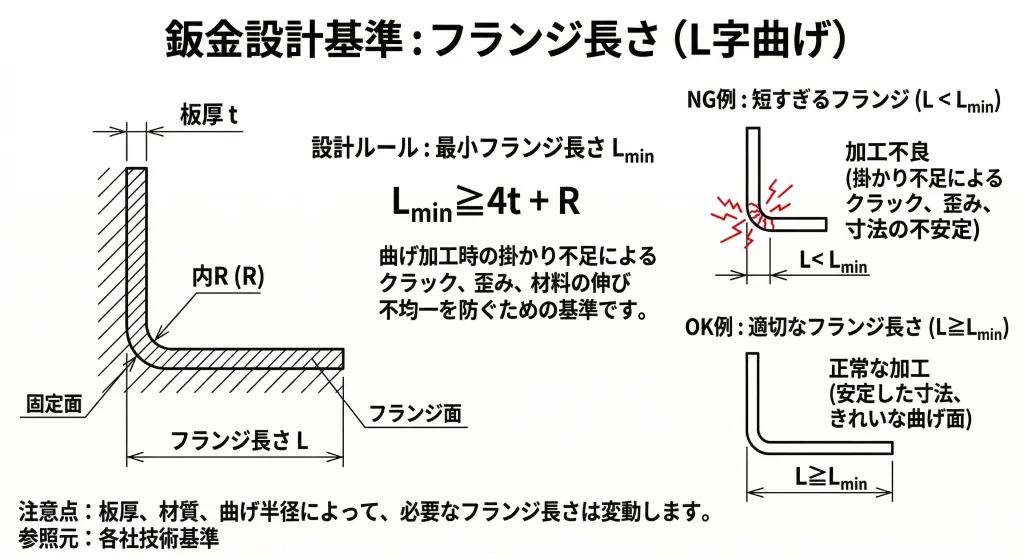
曲げRの基本設計ルール
鈑金設計では次のルールが基本とされています。
曲げR ≒ 板厚(t)以上
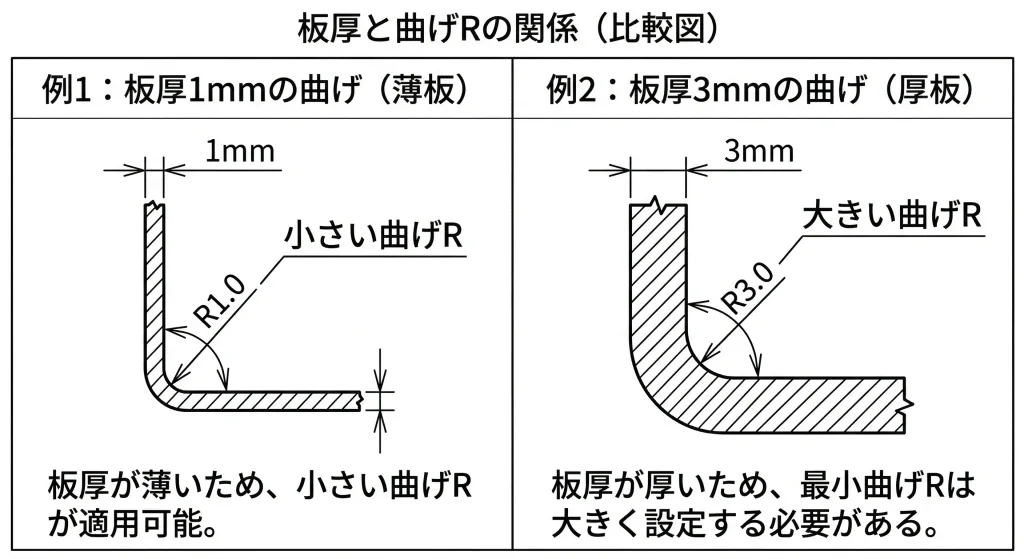
例えば板厚1.0mmの場合、曲げRは1.0mm以上に設定すると安定した加工が可能になります。
これは多くの鈑金加工設備で品質を安定させるための一般的な設計基準です。
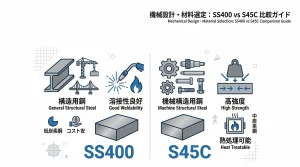
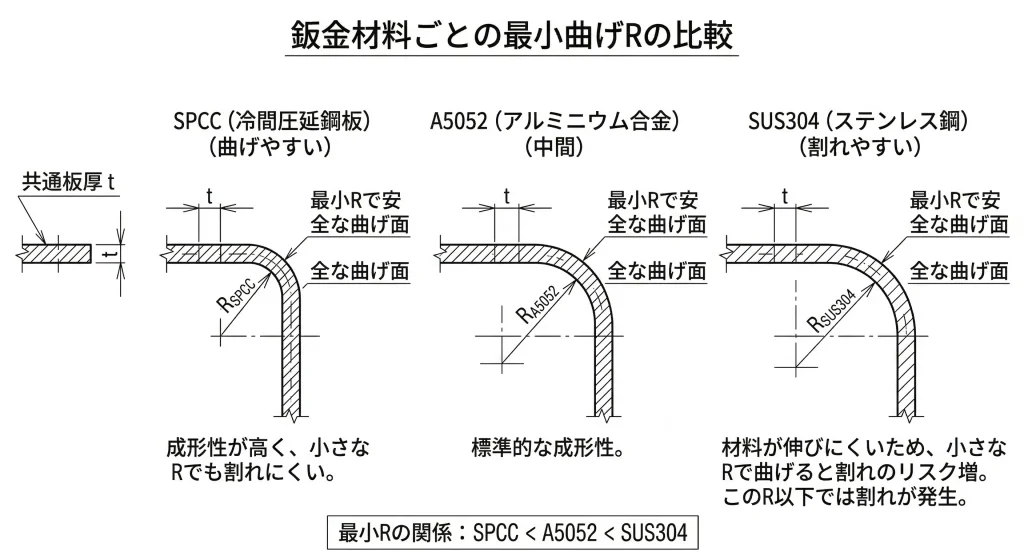
材料別の曲げR設計目安
鈑金材料は延性が異なるため、曲げ可能な半径も変わります。
| 材料 | 推奨曲げR | 特徴 |
|---|---|---|
| SPCC | 0.5t〜1.0t | 一般鋼板で加工性が良い |
| SUS304 | 1.0t〜1.5t | 加工硬化しやすく割れやすい |
| A5052 | 0.8t〜1.2t | アルミで比較的曲げやすい |
| SECC | 1.0t以上 | メッキ割れ対策が必要 |
板厚ごとに曲げRを変える理由
板厚が厚くなるほど、曲げ外側の伸び量が増加します。
そのため厚板では曲げRを大きく設定する必要があります。
| 材料 | 板厚 | 推奨曲げR |
|---|---|---|
| SPCC | 1.0 | 0.5〜1.0 |
| SPCC | 2.0 | 1.0〜2.0 |
| SUS304 | 1.0 | 1.0〜1.5 |
| SUS304 | 2.0 | 2.0〜3.0 |
実体験:A5052の曲げR設計でヒビ割れが発生しかけた事例
筆者も過去に鈑金設計で曲げRの設定ミスを経験しています。
材料はA5052、板厚1.5mmのブラケット部品でした。
形状制約の関係で曲げRを0.5mmで設計していたのですが、図面を確認した鈑金業者から次のように言われました。
「A5052でt1.5のR0.5だと、外R側にヒビが入る可能性がかなり高いですね。」
アルミ材料は鋼板に比べて表面割れが発生しやすく、特に曲げRが小さすぎる場合は割れのリスクが高くなります。
しかし、この部品は周辺部品とのクリアランスの関係で、どうしてもこの形状を維持する必要がありました。
曲げRを大きくすれば問題は解決しますが、それでは設計が成立しません。
そこで浜松市の鈑金加工業者に相談したところ、加工方法の工夫による代替案を提案してもらいました。
具体的な方法については社外秘のため詳細は書けませんが、設計形状をほとんど変更せずに割れリスクを回避する加工方法でした。
試作でもヒビ割れは発生せず、そのまま量産に移行することができました。
この経験から感じたのは、鈑金設計では設計者だけで答えを出そうとするのではなく、加工業者と相談することが非常に重要だということです。
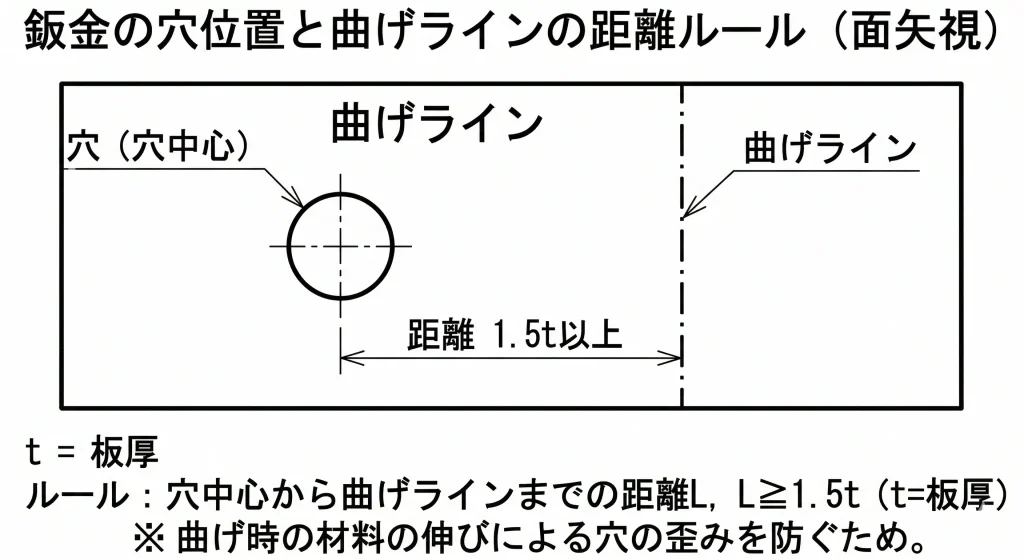
穴位置と曲げラインの設計ルール
穴が曲げラインに近すぎると、曲げ加工時に穴が変形する可能性があります。
一般的な設計ルールは以下です。
穴中心から曲げラインまで1.5t〜2t以上
その他鈑金加工品設計の留意点
留意点は以下です。